聚氨酯黑白料配方是什么,怎么配?
时间:2018-11-19 11:31:28 点击:10770 次 来源:洛阳天江化工新材料有限公司
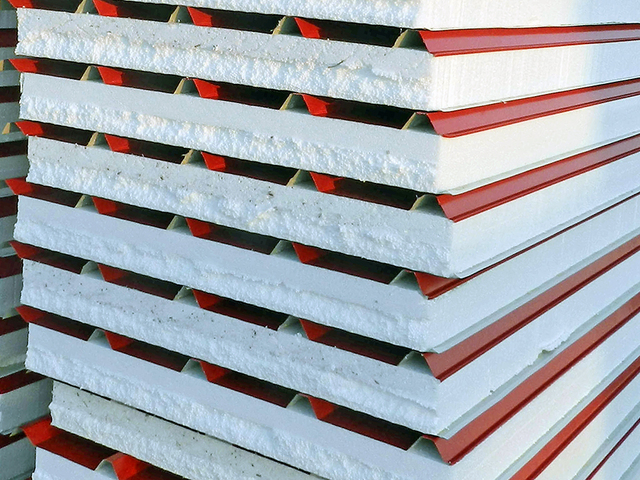
聚氨酯产品有很多种,现在建筑常用的是聚氨酯保温板,聚氨酯保温板的主要原料就是聚氨酯黑料和白料,黑料和白料适当配比后,能够生产出泡沫保温板,并决定聚氨酯保温板的质量。所以在生产保温板过程中,聚氨酯黑白料配比很重要。对于聚氨酯黑白料的配比让我们起看看洛阳天江化工的技术员是如何操作的。

聚氨酯黑白料计算方法
算法:如果要计算黑白料比例(重量比)是不是合理,正规的说法为“异氰酸指数”是否合理,也就是“按重量比例混合的白料和黑料要完反应完”。因此,白料里所有参与跟-NCO反应的东西都应该考虑在内。理论上各组分消耗的-NCO摩尔量计算如下:主料的聚醚、聚酯、硅油(普通硬泡硅油都有羟值,因为加了二甘醇之类的稀释,部分泡沫稳定剂型硅油还含有氨基)配方数乘以各自的羟值,然后相加得数Q,S1 = Q÷56100;水的配方量W,S2 = W÷9 ;参与消耗-NCO的小分子物配方量为K,其分子量为M,官能度为N,S3 =K× N/M(用了两种以上小分子的需要各自计算再相加)。那么以上三种的总量是S = S1+S2+S3。基础配方所需粗MDI份量就是[(S×42)÷0.30 ] ×1.05 (所谓异氰酸指数1.05)。

注意:其实以上计算只是个基本的消耗量,由于黑白料反应过程复杂,实际-NCO消耗量肯定不止这个数,比如有三聚催化剂的情况,到底额外消耗了多少-NCO,难以说清。另外,聚醚里有水分,偏高0.1%就很严重。
聚氨酯黑白料配方具体试验
相溶性:100ml小烧杯加短玻璃棒,归零,依次倒入主聚醚(聚酯)搅匀看是否透明。加入硅油、催化剂、水,搅匀,看是否透明。加入物理发泡剂搅匀看是否透明(注意搅拌后挥发的物理发泡剂要补回)。预配的组合料样品要存放至少3天透明不分层才好。
抗收缩:自由发泡样1小时后切成规则方形体,量取定边尺寸后放在-20℃冰柜中24小时看尺寸变化情况,2%以内的线性收缩可以接受。

自由发泡:按设计的黑白料比例、温控执行自由发泡,关注料速、芯密度和拉丝痕迹。
流动性:自由泡密度、速度确定后,定要进行流动性试验。定量发泡料(般为200g)搅匀后立即在发泡杯口套上稍大点的长筒塑料袋,拉直垂直向上任由泡料向上生长直至定型(要两个人操作)。杯口至顶高度L与料重G的比值将作为个重要参数来评估组合料的流动性,L/G越大,流动性越好,此后还要分段测取芯密度作为辅助参考(自低向高密度差不能太大,否则流动性也不能视作良好,别是较高点那段)其实,如果试验做多了,在正常自由泡发泡时,可以看杯中残留泡的形状来大致判断流动性的优劣:泡提出杯后越象蘑菇越好,越象直棍则越差。
工艺条件宽容性:执行预设温控+3、-3℃的发泡,看是否还保持良好的流动性及泡孔结构(“快料”与“慢料”的泡孔不能落差太大)。进行白料恒定量,黑料量+10%、-10%的自由发泡试验,常温下30分钟时泡体没有明显收缩的就算过得去。- 上一篇:聚氨酯黑白料性能优势有哪些?
- 下一篇:聚氨酯发泡材料优势是怎样的?





 扫一扫 关注我们
扫一扫 关注我们